欢迎光临上海吉川机械科技有限公司龙8游戏官方进入官网
联系吉川

咨询热线:
021-59517556
邮箱:
传真:021-59517007
售后:021-59517009
工厂地址:苏州市吴中区东山镇工业区光硕科技园5号楼
| 心脏支架、镍钛合金支架喷砂机 |
| 日期:2020-07-08 来源:吉川机械 阅读:933 次 |
|
心脏支架、镍钛合金支架喷砂机 吉川机械从事喷砂设备研发、设计、销售、服务已经20多年,行业一直处于领先位置。在医疗行业提供了多种各类医疗产品喷砂设备,比如:强生医疗、巴奥米特、新华医疗、飞渡医疗、史赛克、鱼跃医疗等。 吉川机械研发设计的jck系列精密微型喷砂机 专业处理心脏瓣膜镍钛支架上的氧化层,从支架上去除氧化层有手动和自动两种喷砂系统,处理过程中不会损伤支架本身,不会改变尺寸和形状,去除氧化层效率可达百分之百,处理后支架表面一致,无颜色误差,去氧化层效率快,约30秒能处理好一个支架。
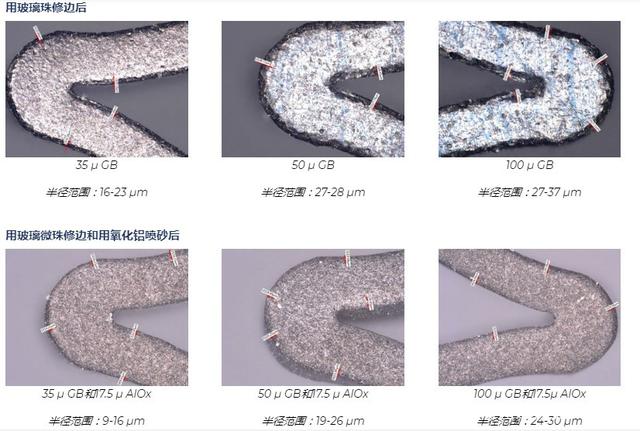
经过吉川公司工艺工程师测试,用氧化铝砂进行定向的喷砂处理可以去除氧化层,平滑表面缺陷并改善外围支架的表面质量。支架的受损区域很脆,但基础材料镍钛诺却具有延展性。氧化铝喷砂磨料使用去氧化层,并且对韧性基体的侵蚀最小,从而在支架撑杆的整个长度上形成均匀的表面光洁度。 市场最新的支架设计和医疗植入物要求更大的边缘倒圆角。圆形边缘降低了被植入物卡住,其他风险的可能性。氧化铝微喷丸的半径为5-15 m,但新的几何尺寸指定为接近25 m。该半径可以通过三种途径实现:延长喷砂周期,使用更大尺寸的氧化铝或完全使用其他磨料。通过测试,我们了解到更长的喷砂周期可以去除更多的团块,而较大尺寸的氧化铝会产生过于粗糙而无法抛光的表面。毕竟,氧化铝颗粒的形状为块状,边缘稍尖。这给了我们一个可行的选择:尝试使用其他类型的磨料。为了克服这一障碍,我们测试了几种类型的介质,发现用玻璃珠喷砂可以在拐角处形成所需的半径(最大30 m),而不会除去设备的额外质量。结果是氧化铝的质量提高了十倍。经过吉川公司工艺工程师的测试事实说明了结果的差异。用氧化铝喷砂处理过的样品的半径仅为8-13 m,而用玻璃珠喷砂处理过的样品的半径为24-30 m。 经过吉川公司工艺工程师最终测试事实证明,最好的心脏支架喷砂工艺需要用氧化铝砂粗喷砂、再用玻璃珠微喷砂是目前最好的一种喷砂工艺方式。 经过粗喷、微喷的产品外径和内径转角处的半径可以实现,而所需的附加材料去除最少。半径的大小可以有效地控制,因为它是基于圆形磨料,玻璃珠的大小和速度的。可以控制具有附加半径的支架区域。通过机械加工表面,有助于保持支架的疲劳寿命。玻璃珠磨料通常用于必须保持严格公差的喷丸处理应用中。玻璃珠对支架表面进行喷丸处理,不会去除任何材料或数量可忽略不计的材料。如下所示,玻璃珠的尺寸很重要。玻璃珠的尺寸越大;边缘越圆。玻璃珠有35 ,50 和100 两种。让我们看一下使用每种尺寸的样本测试的结果。此处显示的未喷砂的支架表面(500x)边缘锋利,并受到制造损坏。半径范围仅为3-8 m。为什么用两种磨料处理比单独用氧化铝处理好? 玻璃珠无法消除制造过程中产生的浮渣,回弹和其他损坏;只有氧化铝可以。氧化铝不能产生真正的圆形边缘。但是,它确实可以提供电抛光所需的理想表面光洁度。一个不能替代另一个。通过使用多步骤过程,植入物表面可以使用经过验证的相同设备获得两全其美的效果。在该过程中添加第二种研磨剂听起来可能需要更多的劳动力,但实际上比其他修边过程更有效。例如,电抛光可以产生较大的半径,但它也会从整个零件中去除过多的材料,而不仅仅是角部,从而损害了支架的疲劳寿命。
吉川公司心脏支架喷砂工艺流程如下: 1、使用氧化铝进行粗喷 2、使用玻璃砂进行微喷 3、喷砂的压力、距离可以调整 4、设备的选型有手动、自动两种 欢迎意向者或者心脏支架行业人士指点交流 |